



배향은 소결 NdFeB 자석 생산에서 중요한 공정입니다.
자석의 자성은 자기 질서(개별 자기 구역이 특정 방향으로 정렬되는 위치)에서 비롯됩니다. 소결 NdFeB는 금형 내에서 자성 분말을 압축하여 형성됩니다. 자성 분말을 금형에 넣고 전자석을 이용해 강한 자기장을 가하는 동시에 프레스로 압력을 가해 분말의 자화 용이축을 맞추는 공정이다. 압착 후, 성형체의 자화가 제거되고, 금형에서 제거되며, 자화 방향이 잘 배향된 블랭크가 생성됩니다. 그런 다음 이러한 블랭크를 지정된 치수로 절단하여 고객 요구 사항에 따라 최종 자성 강철 제품을 만듭니다.
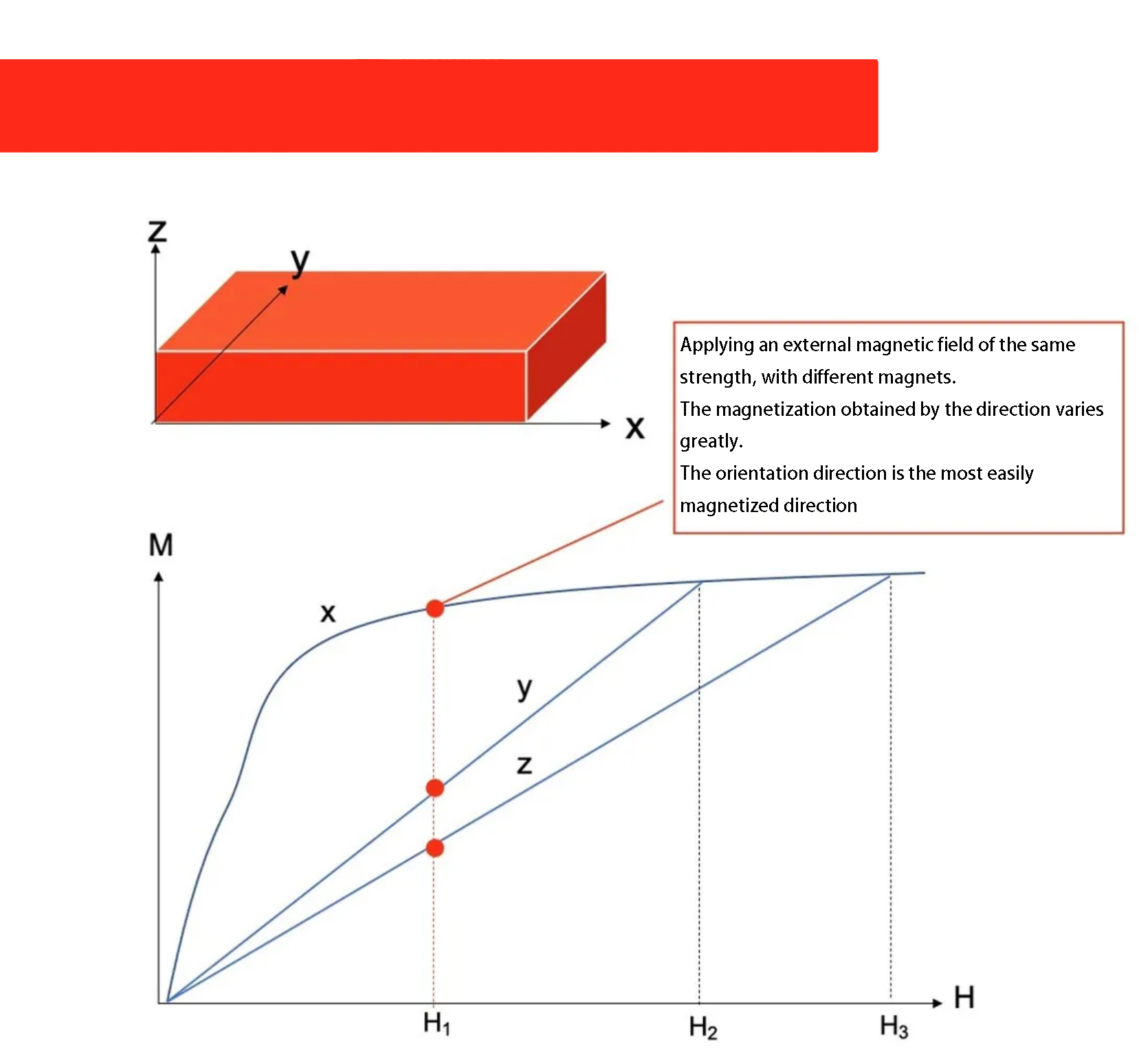
분말 배향은 고성능 NdFeB 영구자석을 생산하는 데 중요한 공정입니다. 블랭크 생산 단계의 배향 품질은 배향 장 강도, 분말 입자 모양 및 크기, 성형 방법, 배향 장의 상대적 배향 및 성형 압력, 배향 분말의 느슨한 밀도 등 다양한 요인의 영향을 받습니다.
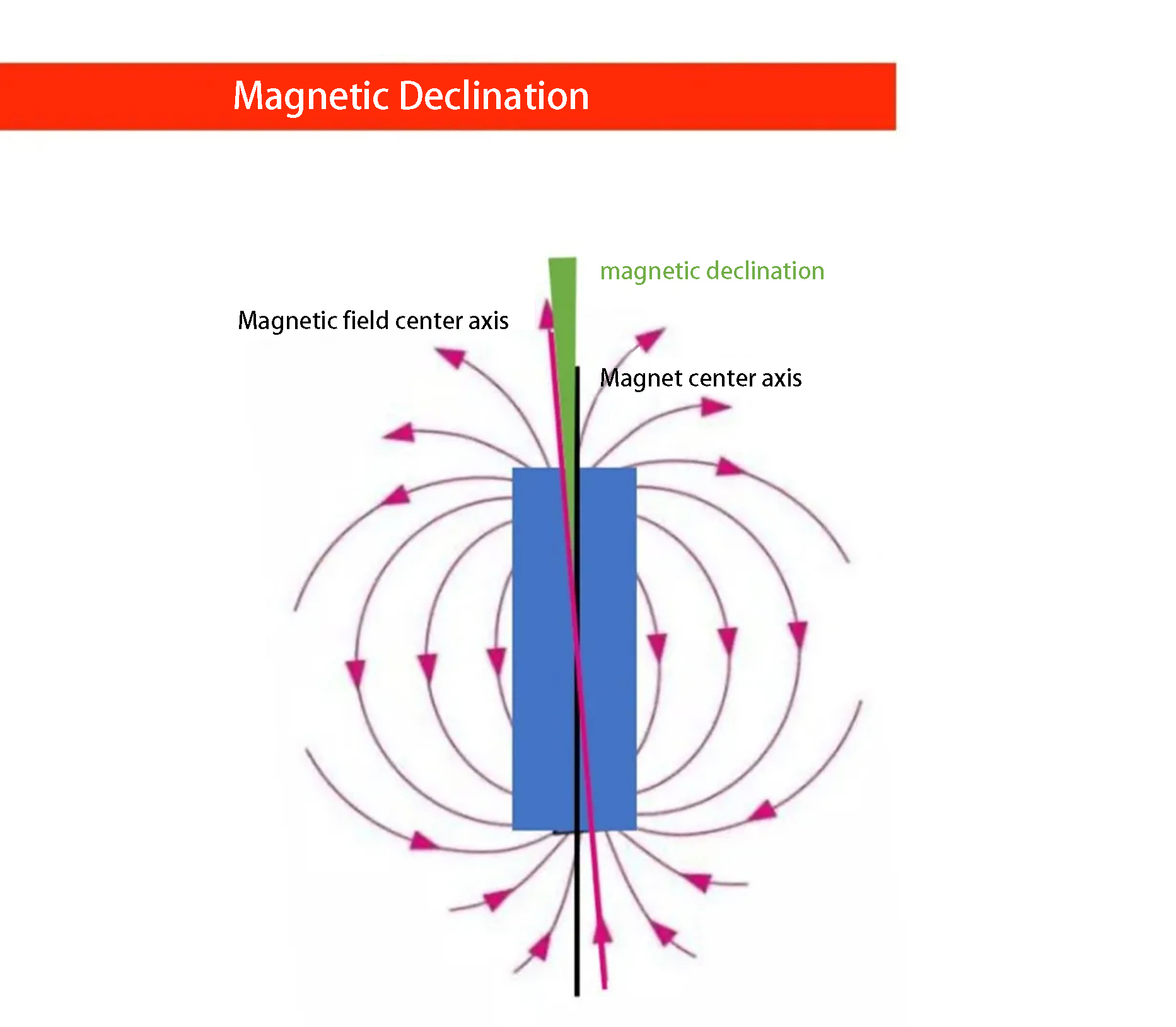
후처리 단계에서 생성된 자기 스큐는 자석의 자기장 분포에 일정한 영향을 미칩니다.
자화는 자성을 부여하는 마지막 단계입니다.소결된 NdFeB.
자기 블랭크를 원하는 크기로 절단한 후 부식을 방지하기 위해 전기 도금 등의 공정을 거쳐 최종 자석이 됩니다. 그러나 이 단계에서 자석은 외부 자성을 나타내지 않으며 "충전 자기"라고 알려진 과정을 통한 자화가 필요합니다.
자화에 사용되는 장비를 자화기 또는 자화 기계라고 합니다. 자화기는 먼저 높은 DC 전압으로 커패시터를 충전(즉, 에너지 저장)한 다음 저항이 매우 낮은 코일(자화 고정 장치)을 통해 이를 방전합니다. 방전 펄스의 피크 전류는 수만 암페어에 달할 정도로 매우 높을 수 있습니다. 이 전류 펄스는 자화 고정 장치 내에서 강력한 자기장을 생성하여 내부에 배치된 자석을 영구적으로 자화시킵니다.
자화 과정에서 불완전 포화, 자화기 극 균열, 자석 파손 등의 사고가 발생할 수 있습니다.
불완전한 포화는 주로 충전 전압이 부족하기 때문에 발생하며, 코일에서 생성된 자기장은 자석의 포화 자화의 1.5~2배에 도달하지 못합니다.
다극 자화의 경우 방향 방향이 더 두꺼운 자석도 완전히 포화되기가 어렵습니다. 이는 자화기의 상부 극과 하부 극 사이의 거리가 너무 커서 극으로부터의 자기장 세기가 부족하여 적절한 폐쇄 자기 회로를 형성하기 때문입니다. 결과적으로, 자화 과정은 무질서한 자극과 불충분한 자기장 세기로 이어질 수 있습니다.
자화기 극의 균열은 주로 전압을 너무 높게 설정하여 자화기의 안전 전압 한계를 초과함으로써 발생합니다.
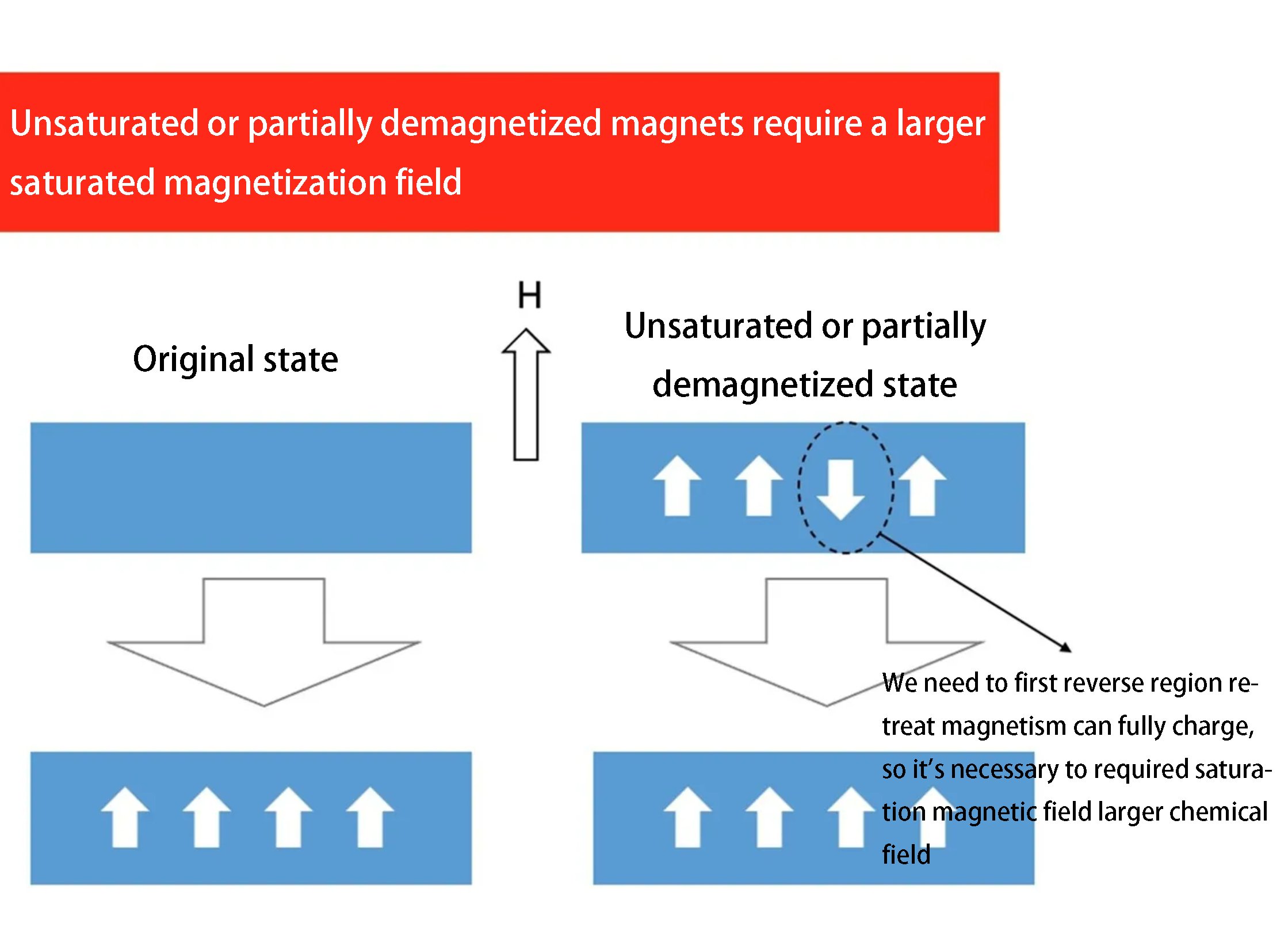
불포화 자석이나 부분적으로 감자된 자석은 초기 무질서한 자구로 인해 포화되기가 더 어렵습니다. 포화를 달성하려면 이러한 영역의 변위 및 회전으로 인한 저항을 극복해야 합니다. 그러나 자석이 완전히 포화되지 않았거나 잔류 자화가 있는 경우 내부에 역자기장이 존재합니다. 순방향 또는 역방향 자화 여부에 관계없이 일부 영역에서는 역자화가 필요하므로 이러한 영역의 고유 보자력을 극복해야 합니다. 따라서 자화를 위해서는 이론적으로 필요한 것보다 더 강한 자기장이 필요하다.
게시 시간: 2023년 8월 18일